緩衝材・断熱材・梱包資材・静電気対策のプラスチック加工技術なら長岡産業
長岡産業株式会社トップ > 用語集
環境
グリーンIT
グリーンITには2つの意味があり、1つは環境に配慮したIT製品などを指す。本格的なIT化に伴い、社会で扱う情報量は2025年には約200倍(06年比)になると見込まれている。結果、IT機器の数が大幅に増加し、それに伴い電力の消費量が飛躍的に上昇する。そこで、消費電力がより少ない製品や環境に配慮したデータセンターなどを整備し、電力量や環境負荷物質の使用量を減らす事で、環境への負担を軽減させる。もう1つは、IT技術を活用して環境負荷低減を図る技術などを指す。産業廃棄物や紙の使用量の削減、化石燃料の削減などにIT技術を活用する。
グリーンITという言葉は、2006年頃から米国で盛んに使われるようになった。日本では、2007年12月に経済産業大臣主催で「グリーンITイニシアティブ会議」が開催され、産官学の連携の場として、2008年2月に「グリーンIT推進協議会」が設立された。2008年が京都議定書の第1約束期間であるが、議定書が定める割当量を達成できない見込みであることから、今後グリーンITが実質的に義務化される可能性もある。
欧州気候取引所
世界最大の温暖化ガス排出量取引市場。2007年の取引高は10億5千万トン。08年は、20億トン以上になる見込み。欧州の排出量価格は1トン当り27ユーロ(約4千5百円)前後。(2008.6月時点)
中国では天津に排出量取引所が設立の見込みで、オーストラリアやカナダでも検討されている。
日本でも東京証券取引所が導入の検討に入った。
REACH規則
Registration, Evaluation, Authorisation and Restriction of Chemicalsの略。
直訳すれば、化学物質の登録・評価・認可・制限の制度。
欧州連合(EU)にて2007年6月1日より実施された化学物質に対する新規制。年間の輸入・製造量が、事業者当り1tを超えている化学物質が対象となる。事業者は、欧州化学物質庁に用途や有害性情報などの登録が必要となる。
10tを超えている場合には、化学物質安全性報告書(CSR)の提出が必要となる。
また高懸念物質(SVHC)を使用するには、行政庁に申請して認可を得る必要がある。
SVHCは、今後リストが作成される予定。
既に使用している化学物質については、2008年12月1日までに既存化学物質予備登録を済ませる必要がある。
登録機関終了後、製品に未登録の化学物質が含まれていた場合、出荷停止など処分を受ける可能性がある。また予備登録期間後の登録は、新規化学物質と同じ扱いとなる。

樹脂
アクリロニトリルブタジエンスチレン(ABS)
アクリロニトリル(A)ブタジエン(B)スチレン(S)の3つの単量体からなるポリマー、それぞれの単量体の頭文字をとりABS樹脂という。特にブタジエン(B)の比率をかえることにより、性質は大幅に変化し、高衝撃品種から高剛性品種までできる。特殊グレードとして耐熱、透明、メッキ用のグレードがある。
安定剤
プラスチック加工のとき、およびその製品の使用期間中に、物理的および化学的性質が低下するのを防止するためにプラスチック加工の配合時に加える物質をいう。
液晶ポリマー(LCP)
液晶構造を発現する高分子の総称。高分子液晶も低分子液晶と同じくある温度範囲で(サーモトロピック)液晶性あるいは溶液状態で(リオトロピック)液晶性を示すものに分類される。
さらに液晶ポリマーは、その液晶構造の発現のもととなるメソゲン基が直接主鎖にのみ入ったもの(主鎖型液晶ポリマー)、側鎖にのみ入ったもの(側鎖型液晶ポリマー)、あるいはその両者に入ったもの(複合型液晶ポリマー)に分類される。現在実用化されている液晶ポリマーは、リオトロピック液晶ポリマーでは代表的なものに、ケブラーに代表される全芳香族ポリアミドであり、サーモトロピック液晶ポリマーでは代表的なものに、ザイダーやベクトラに代表される全芳香族ポリエステルがある。
液晶ポリマーの特徴はその剛直鎖の配向に起因し、一般に耐熱性、すぐれた強度特性、低熱膨張性および配向状態を得やすいことであり、これらの性質を利用して、高強度、高弾性率の繊維としての応用や、成形品として前述の特性を利用し電気、電子部品などに使用されている。
エチレン酢酸ビニル共重合体(EVA)
エチレンと酢酸ビニルを共重合した熱可塑性樹脂でEVAと呼ばれる。 通常酢酸ビニル含量40%程度までのものが用いられる。酢酸ビニル含量の少ないものは低密度ポリエチレンに近い性質を示すが、より強靭性を示す。酢酸ビニル含量が多くなるに従って柔軟性を増し、ゴムに近い性質を示すようになる。JIS K 6731 にその品質規格が表示されている。酢酸ビニル含量の少ないものは低密度ポリエチレンと同様の用途に使用されるが、酢酸ビニル含量の多いものは履物やレザーなどの雑貨やホットメルト接着剤などの用途に使用される。
塩化ビニール(PVC)
塩化ビニールの重合体で、熱可塑性樹脂として最も古く、成形加工時の熱安定性が悪く、ヤケの発生、金型及びスクリュシリンダの腐食などが通常発生しやすい。耐水性、耐薬品性、電気絶縁性、難燃性、耐候性に優れている可塑剤、安定剤などの添加配合によりSPVCとHPVCに分けられる。
エンジニアリングプラスチック(エンプラ)(高機能樹脂)(高分子樹脂)
エンジニアリングプラスチック(略称エンプラ)は、構造材や耐熱、耐じん性の高い材料、部品等に使用できるプラスチックで、一応、引張強さが50MPa以上、伸びもある程度大きく、衝撃強さが50J/m以上、荷重たわみ温度が100℃以上で、耐薬品、耐難燃、耐候性もすぐれているプラスチックをいう。
またエンプラの中でも、汎用エンプラとスーパーエンプラ(特殊エンプラ)に分類されている。代表的な樹脂に、汎用エンプラでは、PA、POM、PC、PBT(PET)、変性PPEがあり、スーパーエンプラでは、PPS、PAR、PEI、PSF、PES、PEK、PEEK、PI、PAIなどがある。
塩素化ポリエチレン系熱可塑性エラストマー
熱可塑性エラストマーの一つで、ハードセグメントがブロック型塩素化ポリエチレンからなり、ソフトセグメントがランダム塩素化ポリエチレンからなり、ポリエチレンの水中エマルジョンに塩素ガスを反応させて作られる。
未加硫で使用されるが、過酸化物やアミンで架橋して使うこともできる。耐候性、耐オゾン性、耐油性、耐薬品性、難燃性がすぐれPE、PS、ABSなどの難燃性、耐衝撃性附与剤としても使用される。
オレフィン系樹脂
二重結合を1箇もった鎖状炭化水素の総称で、結晶高分子からなるため結晶化度により物性が変化する。この系統の樹脂として、ポリエチレン、ポリプロピレンがある。 オレフィン系樹脂は、一般的に比重が小さく、耐薬品性が良く、射出流動性も優れているが、成形収縮率が大きく塗装、接着、ホットスタンプなどの二次加工が劣る。
可塑剤
樹脂の可塑性を良くすると共に、製品に柔軟性を与えるために樹脂に加えられる液状または固体状の物質をいう。
滑剤
熱可塑性樹脂を成形するときに、その流動性を改善して加工を容易にするため、あるいは成形品を金型から抜き取ることを容易にするために添加をする薬剤をいう。
ポリカーボネート
略称PC。ビスフェノールAを主原料としたエンジニアリングプラスチック。耐衝撃性・耐熱性・透明性・寸法安定性・難燃性に優れている。
一方で、下記のような欠点がある。
・温水やアルカリによって、加水分解する
・有機溶剤に接触すると、クラックが発生したり、膨潤・溶解しやすい
・接着剤や塗料を塗ると、劣化しやすく、クラックなどが発生する
・引張強度を超える負荷をかけると、白化し透明性が低下する
成形
圧縮空気圧成形
真空成形とならんで広く利用される熱成形の一成形法で、加熱して軟化させたプラスチックシートをクランプし、圧縮空気の力でシートを引き延ばして型に沿わせ、成形品を得る方法のこと。 真空の力でシートを引き延ばして成形する場合は真空成形という。
圧縮成形
熱硬化性樹脂の最も普通の成形法。成形材料を加熱した金型の凹所(キャビティ)に入れ、圧縮成形機(プレス)によって硬化させる方法。
一般に、圧縮成形では射出成形やトランスファ成形に比べて充填材や分子の配向が少なく、内部応力の少ない成形品を得やすいのが特徴。
アニーリング(熱処理)
熱可塑性樹脂の成形品の残留応力を取り除くために成形後に行う加熱処理のことをアニーリング(熱処理)と呼んでいる。アニーリングの効果として
- 成形品の寸法安定性が向上する。(但し、加熱による二次収縮がおこるため成形品寸法が変化するので、 その点についてはアニーリングを実施する前に充分配慮する必要がある)
- 荷重たわみ温度や機械的性質が向上する。Etc.
アニーリングの方法(条件)として、一般的に言われているのが非結晶性樹脂の場合には、その材料の荷重たわみ温度より約10℃低い温度で行うのが適当とされている。
(時間についてはアニーリングを実施する製品の形状や肉厚に応じて加減をする。)
結晶性樹脂の場合には、材料の種類によってそれぞれ温度や時間が異なっているので実施する材料の技術(物性)資料などを参考に実施された方がよい。
押出成形
プラスチックを加熱シリンダ内で軟化溶融させ、スクリュで押出して断面の形状が一定の製品を連続的に成形する方法をいう。
これに必要な設備の基本要素は押出機、ダイ、引取装置の三者である。ダイの形状により、フィルム、シート、パイプ、プロフィル(異形材)などさまざまな断面形状の製品を作ることが出来る。
カレンダ成形
樹脂を熱ロールで圧延し、シート、フィルム、レザー、床材などを作る方法をいう。
主としてゴム、PVC樹脂なとがカレンダ加工によりシートやフィルムの量産に用いられる。
コロナ放電処理
プラスチックの表面改質に用いられる放電処理の一種。
主にプラスチックフィルムやシート表面のぬれ性を上げる為に用いられる。常圧の空気中で行うことが出来るのが特徴。コロナ放電によりプラスチック表面に極性の大きな官能基を導入し、高エネルギー状態にすることで、ぬれ性を上げる。粘着力・印刷特性を向上させる為、印刷・接着・コーティング工程の前処理として利用される。
また親水性が増す為、染色・防曇工程の前処理にも用いられる。
ただし、基材表面に作られた極性基は不安定な為、時間と共に安定した状態に戻ろうとする性質がある。
そのため、時間がたつとぬれ性が低下するという傾向がある。
素材
アルミ複合板
芯材に発泡ポリエチレン(PE)などの軽いプラスチックシートを使い、アルミニウムの板で挟んだサンドイッチパネル。アルミニウムと樹脂の積層効果で剛性が高いため、たわみ・ひずみがなく反りが生じにくい。 アルミニウムの表面に特殊塗装を施してある場合が多く、耐久性・耐食性・耐汚染性・耐摩耗性に優れている。 また芯材の発泡PEは、ライフジャケットの芯材などにも使用されており、軽量で耐水性にも優れ、腐食しない。軽量かつ耐久性に優れた素材。
融着
発泡ポリエチレン同士は、粘着材を塗布しなくても表面を加熱してやる事で接着する事が出来ます。
接着剤の浸み出しなど心配しなくても良い接着方法。
当社では、ロール品での融着を行っております。
最厚で、50㎜までご対応。
スライス
ロール状の発泡シートを半裁し、薄く加工します。
当社では、最薄で0.5㎜までご対応。
スリット
幅広の原反を細幅に加工します。
当社では、最短幅で10㎜までご対応。
トムソン打抜き
トムソン型(ビク型)を使って、ご要望の形状に打抜き。
当社では主に発泡シートの打抜きを行っております。
サイズは、500×1,000㎜の原反までご対応。
厚みは50㎜まで。
環境
段差痕
フィルムをロール状に巻いた際、ロール最内層に発生する折れシワの痕。
フィルムを巻き付ける際、まずフィルム端部をスタートテープなどでコア(巻き芯)に止着させるが、この時、止着部でフィルムの厚み分(数μm~数mm)の段差が発生する。
その後、順次フィルムを巻き付けていくと、上述の段差が起点となり、段差の痕が巻き付けられたフィルムに何層にも渡って積層されることになる。
またフィルム材質によっては、時間の経過とともにフィルムが巻き締り、段差の痕が更に強くなるケースもある。
巻き芯付近のロール最内層に発生するため、出荷前検査では発見されず、ユーザーの工程内で発見されるケースが多い不具合。詳細はこちらを参照。
テレスコープ(タケノコ)
- フィルムをロール状に巻くと、中心部へ向かって応力がかかる。 この応力から逃れる為に、中心部がタケノコ状に飛び出してしまう現象。
- 巻き張力が弱い場合、フィルム運搬途中に振動などにより、層間が滑り、ロールがタケノコ状に飛び出してしまう 現象。特に表面が滑りやすいフィルムを巻いた時や、層間に空気層を多く含んだ「軟巻き」の場合に発生する ケースが多い。
ゲージバンド
ロール幅方向の特定部分に発生した帯状の凸部。
フィルムの厚さムラが起因となり、厚い部分が何層にも積層されることで発生する。
巻き張力が強く、層間の空気層が少ない場合に発生しやすい。
ブリードアウト(転写)
フィルムに練り込まれた各種添加剤が、時間の経過とともにフィルム表面に移行すること。特に界面活性剤では、表面に移行し、親水基を外側に向ける事で、空気中の水分をフィルム表面に吸着し、帯電防止機能を発揮する。一方で、表面に現われた添加剤の粉化もしくは、べたつきが不具合となるケースもある。
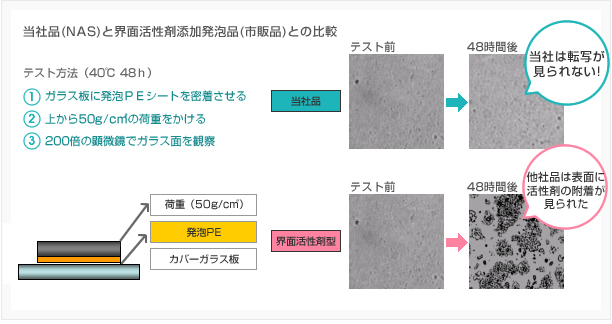
※ 測定結果はあくまでも当社比です